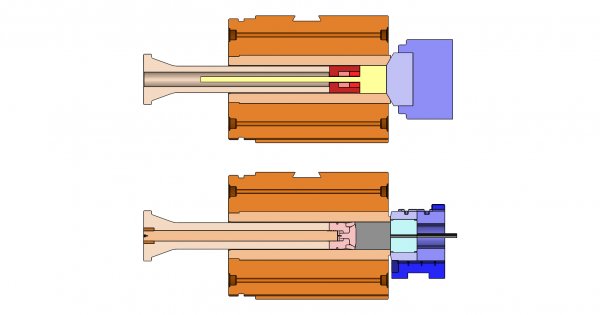
Косвенная экструзия
Косвенная экструзия в основном используется в производстве кабелей, решеток и медных сечений. Этот метод также применяется для экструзии алюминия высокого сплава. Матрица помещается в прессштемпель на определенном расстоянии от конца и проталкивается в контейнер. Пока контейнер движется в направлении матрицы, матрица таким же образом может перемещаться внутри контейнера. Заготовка остается фиксированной в течение всего процесса экструзии после помещения внутрь контейнера, и это предотвращает трение между втулкой контейнера и заготовкой. По сравнению с прямой экструзией, поток металла более однородный при косвенной экструзии. При косвенной экструзии нет трения между заготовкой и втулкой. Таким образом, обеспечивается прессовка расширенной заготовки. По сравнению с другими методами может быть достигнута более высокая скорость экструзии и длинный профиль. Также преимуществом этого метода является меньшее количество заусенец и высокое качество продукции.
Недостатки;
Длинные заготовки требуют более продолжительного периода нагрева.Ограниченная ширина профиля.Для эффкетивного использования требуется чистая поверхность заготовки. Прямая экструзия
При прямой экструзии, нагретая заготовка помещается внутрь контейнера и экструдируется через матрицу. Направление движения прессштемпеля такое же, как и направление потока заготовки. Во время процесса существует трение между заготовкой и внутренней поверхностью контейнера, что приводит к созданию более высокого давления против силы трения прессштемпеля. Не все заготовки можно экструдировать и часть, которая называется "Стык" отбрасывается в каждом цикле прессования и пердается на переработку. Прямая экструзия позволяет получать разнообразные по ширине профили.
Недостатки; "Наиболее важным недостатком прямой экструзии - значительная мощность прессования по сравнению с другими методами.
"Чаще наблюдаются повреждения втулки и контейнера.Проблемы, связанные с высокой температуройСравнительно низкая скорость экструзии.