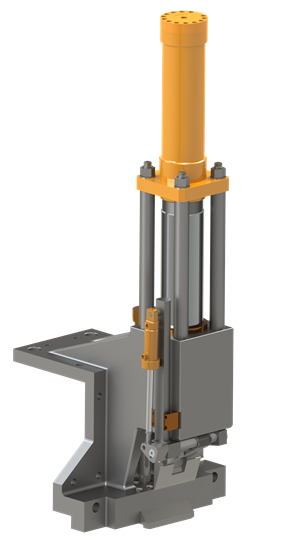
Прикладной нож Damatool имеет длинный и более точный угол резки. Таким образом, процесс резки может быть выполнен даже с применением меньшей силы. И прикладной нож разработан в соответствии с более легким принципом действия. Он имеет надежность почти на 100%. Лезвие ножа движется на 5/8 от общего пути реза.
Резка производится чисто и близко поскольку прикладной нож управляется гидравлическим давлением. Он использует линейное дифференциальное напряжение преобразователя для того, чтобы почувствовать движение. Прикладной нож оснащен датчиком, который автоматически останавливает работу пресса в случае серьезных проблем, таких как поломка матрицы и т.д.
Двойные направляющие минимизируют отклонения на больших подшипниках вала. Они могут быть скорректированы спереди и сзади поотдельности и, таким образом, нет никакой необходимости в корректировке самого лезвия ножа.
Прикладной нож Damatool с очень прочной дизайнерской конструкцией для тяжелых работ сокращает до минимума количество «обрабатывающих тисков» . Прикладной нож Damatool имеет надежную дизайнерскую конструкцию и таким образом обеспечивает легкое обслуживание.
Сплав получает коническую форму во время прессования заготовки благодаря движению прессштемпеля и прессблока в направлении контейнераво время экструзии. Металл, который течет к задней части контейнера представляет собой мертвую зону металла, подобно воронки. Оксиды и другие зараженные материалы, поступающие с поверхности заготовки, накапливаются здесь. Таким образом, процесс экструзии должен быть остановлен прежде, чем загрязненный сплав смешаевается с продуктом. Часть, прикленная к задней части стека матрицы называют "приклад".
Контейнер открывается для того, чтобы отделить приклад после экструзии каждой заготовки. Приелад должен быть обрезаны до повторного закрытия контейнера и загрузки следующей заготовки.
Часть приклада может продолжать придерживаться задней частью стека матрицы, когда этот процесс не выполняется эффективно и надлежащим образом. Это позволит предотвратить контейнер от полного забивания.
Почти определенно можно сказать, что серьезные проблемы будут вызваны, когда эта ситуация не обнаруживается до следующего движения экструзии.
Необходимые толщины приклада могут иметь значительные колебания. Это в основном зависит от сплава подвергнутого экструзии, состояния заготовки и конечного использования экструдированного продукта. Например; продукты можно прессовать с прикладом меньше, чем 5% от длины заготовки, изготовленной из AA6060, которая используется для неструктурных оконных рам, подлежащих окраске и с гладкой поверхностью, по меньшей мере принятия формирования. Это может быть 2 см или менее на многих прессах, и обесцвечивание продукта из-за загрязнения не сталкивается.
С другой стороны, когда прессуется заготовка AA6061 в формах со структурным использованием, 10-20% заготовки должна оставаться на прикладе для того, чтобы избежать, чтобы внешняя часть не проникала во внутрь профиля и не вызывала никакого неисправного вида .
Смазка является очень важным для того, чтобы легко отделить экструдированную часть прессблока от приклада в момент вытягивания его из матрицы.
Часто углеводородные смазочные материалы используются для того, чтобы предотвратить прилипание приклада к лезвию или стеку матрицы. Они могут быть эффективными при экономичном их использовании. В отличие от этого, они будут вызывать появление пузырей при их чрезмерном использовании. Таким же образом, эти смазочные материалы могут стать причиной образования дефектов профилей, как в поперечном направлении, так и в длину, когда они встречают на своем пути отверстия матриц.
В настоящее время лучшей смазкой для упрощения использования прикладного ножа является нитрид бора. Нитрид бора известен не только своими несравненными возможностями смазки, но также является идеальной смазкой как по легкости применения, так и по цене . Вопрос охраны окружающей среды исключается и удаление его из-за пузырей уменьшается его утилизацией.
Прикладной нож обязательно должен иметь достаточную мощность для того, чтобы разрезать толстый приклад, изготовленный из тяжелейшего сплава. Лезвие ножа должно двигаться, сохраняя определенную дистанцию до стека матрицы, поскольку нож движется прямо к стеку матрицы. Это расстояние составляет примерно 0,5 мм.
Благодаря экструдированному диапазону, начиная от легких архитектурных профилей AA6060 до стержневого типа AA6061 с большим диаметром на многих прессах, прикладной нож должен конечно иметь достаточную мощность для того, чтобы отрезать крупнейшие размеры, изготовленные из самых сложных сплавов. Оптимальный дизайн прикладного ножа варируется в зависимости от размера пресса и комбинации сплава и размера.
Форма режущего края ножей Damatool разработана и настроена в соответствии с индивидуальными потребностями экструзионной установки. Damatool ножи закалены для прочности, чтобы противостоять дроблению и обеспечить дополнительный длительный срок службы.
Важность оптимальной толщины приклада, применение соответствующих смазок, чистая и эффективная резка серьезно принимается во внимание многими экструдерами. Несмотря на то, затраты могут быть очень высокими, когда необходимый уход не представлен. Мы, как Damatool в любое время 24 часа в неделю к Вашим услугам, когда у Вас имеются остановки на прессе, вызванные сбоями сдвига прикладного ножа.